




Китай отвод 17375: где производители?
2026-01-22
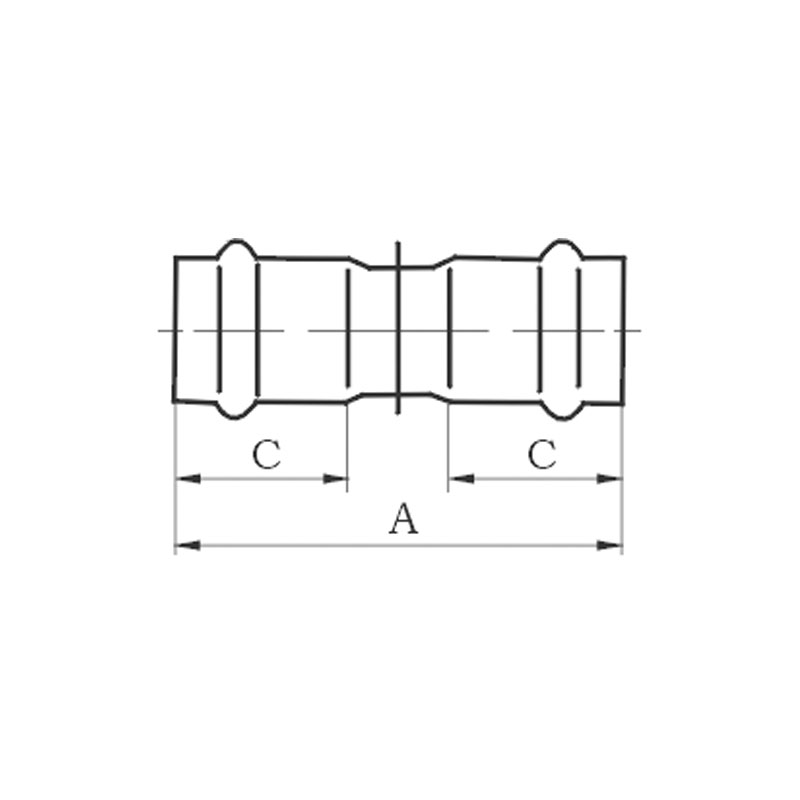
Когда слышишь Китай отвод 17375, первое, что приходит в голову — это ГОСТ 17375-2001, и сразу же мысль уходит в сторону толстостенных отводов, крутоизогнутых, для высоких давлений. Но вот загвоздка: в Китае прямого аналога этому ГОСТу нет. И это уже первая точка, где многие, особенно те, кто только начинает закупать фитинги в КНР, спотыкаются. Они ищут каталог с маркировкой 17375 и удивляются, почему китайские поставщики не всегда сразу понимают запрос. На самом деле, всё крутится вокруг стандартов GB/T, ASME, DIN и, конечно, спецификаций заказчика. Производители работают по этим системам, а 17375 для них — часто просто параметрическое описание: тип (отвод крутоизогнутый), угол (90°, 45°), радиус (1.5D), материал (чаще всего углеродистая или легированная сталь), и главное — толщина стенки, которая должна соответствовать требованиям к бесшовным конструкциям для энергетики или нефтехимии. Так что вопрос где производители? — это вопрос о том, кто реально может не просто отштамповать деталь, а обеспечить полный цикл от разработки техкарты по вашим техусловиям до контроля на каждом этапе, особенно по ультразвуку и рентгену.
Ключевые регионы и кластеры
Если смотреть на карту, то производство таких ответственных фитингов сосредоточено в нескольких промышленных кластерах. Хэбэй, в частности район Цанчжоу — это, можно сказать, вселенная труб и соединительных деталей. Там сотни заводов, но и градация по качеству огромная. Мелкие цеха часто берутся за всё подряд, но для 17375, где критична однородность стенки и качество гиба, нужны предприятия с полным циклом. Они должны иметь свои прессы с ЧПУ, печи для термообработки, и самое главное — собственную лабораторию. В Цанчжоу таких, может, два-три десятка на фоне тысяч. Ещё один важный регион — Цзянсу, район Уси. Там сильнее представлены производители, работающие на экспорт в Европу и на Ближний Восток, поэтому у них часто можно встретить более строгий подход к сертификации (PED, AD2000, TüV). Шаньдун тоже силён, особенно в сегменте фитингов для нефтянки.
Но вот что важно: наличие большого завода не гарантирует, что он будет экономически эффективен для средних партий. Я сталкивался с ситуацией, когда гиганты отказывались от заказа на 50-100 штук, требуя минимальную партию в вагон. А ведь часто именно такие, не гигантские, объёмы нужны для ремонтов или специфичных проектов. Поэтому иногда лучше искать не самого крупного, а того, кто специализируется именно на штучном и мелкосерийном производстве ответственных деталей. У них и гибкость выше, и часто качество контроля тоньше, потому что каждая деталь на виду.
Здесь стоит упомянуть и такое предприятие, как ООО Сычуань Дунфан Чанцзинь Трубной Промышленности Технология. Они не из классических трубных кластеров, что уже интересно. Сычуань — не самый очевидный выбор для поиска, но как раз такие компании иногда предлагают интересные решения. Судя по информации на их сайте scdfcj.ru, они фокусируются на нержавеющих трубах и работах под ключ. Это наводит на мысль, что они могут иметь компетенции в изготовлении фитингов из нержавейки по стандартам типа ASME B16.9 или DIN 2605, что для пищевой, фармацевтической или химической промышленности, где требуется коррозионная стойкость, может быть даже более критично, чем параметры по 17375. Но для углеродистых сталей по 17375 — нужно уточнять их парк оборудования.
Что спрашивать у поставщика, помимо сертификатов
Сертификат 3.1 — это само собой. Но это бумага. Гораздо важнее процесс. Первый вопрос, который я всегда задаю: Покажите ваш цех гибки и штамповки для толстостенных отводов. Важно увидеть, как именно гнут заготовку — методом горячей штамповки или протяжки. Для 17375 почти всегда горячая штамповка. Нужно смотреть на состояние пресс-форм (оснастки) — износ напрямую влияет на геометрию. Второй ключевой момент — термообработка (нормализация) после гиба для снятия напряжений. Есть ли своя печь с регулируемой атмосферой? Или отправляют на сторону? Если на сторону — это дополнительный риск и логистика.
Третий пункт, который многие упускают — контроль геометрии. Штангенциркуль и шаблон — это хорошо, но для ответственных отводов нужна 3D-координатная машина для проверки углов, радиусов и овализации торцов. Спросите, есть ли она. И четвертое, самое главное — неразрушающий контроль. Менеджер может говорить что угодно, но если у них нет своего участка УЗК (ультразвукового контроля) для проверки толщины стенки по всей длине гиба и выявления расслоений, а тем более рентгена для сварных швов (если отвод сварной, а не цельноштампованный), то это серьёзный повод задуматься. Часто бывает, что УЗК делают выборочно, а нужно — каждый.
Цена и подводные камни логистики
Ценообразование здесь — не просто сталь плюс работа. Основная стоимость закладывается в материале (поковка или труба-заготовка), энергоёмком процессе горячей штамповки и термообработки, а также в контроле. Если цена от известного производителя из Хэбэя подозрительно низкая, скорее всего, срезали углы на одном из этих этапов. Например, не делали нормализацию или сделали УЗК только на 10% партии. Однажды мы получили партию, где у нескольких отводов была микротрещина в зоне гиба — её не выявили потому, что контролировали только торцы. Пришлось срочно организовывать проверку на месте, терять время.
С логистикой тоже не всё просто. Толстостенные отводы — тяжёлые. Правильная упаковка — это не просто стрейч-плёнка. Нужны деревянные рейки для защиты торцов от повреждений при погрузке-разгрузке, жёсткое крепление в контейнере. Я видел, как из-за плохой упаковки при разгрузке вилочным погрузчиком погнули торец — деталь в мусор, рекламации, суды. Поэтому в инкотермс лучше закладывать FOB или даже EXW, но с жёстким контролем упаковки и погрузки своими представителями или проверенными инспекторами. Морская перевозка в таком случае предсказуемее, чем ж/д через Казахстан, где бывает больше перегрузок.
Специфика под нержавейку
Вернёмся к теме нержавеющих сталей. Если ваш проект требует отводы из AISI 304, 316, 321, то всё становится ещё сложнее. Здесь кроме механических свойств на первый план выходит стойкость к межкристаллитной коррозии после термообработки. Производитель должен понимать необходимость быстрого охлаждения (закалки) после нагрева, чтобы избежать выпадения карбидов. Заводы, которые в основном работают с углеродистой сталью, часто не имеют для этого нужных линий. Компании же, подобные ООО Сычуань Дунфан Чанцзинь, которые, как указано в их описании, ориентированы именно на нержавеющие трубы и строительство, теоретически могут иметь более глубокие ноу-хау в этой области. Их сайт scdfcj.ru стоит изучить на предмет описания технологических процессов — часто там можно найти ключевые слова вроде растворный отжиг или паспортизация по EN 10204 3.2. Но, повторюсь, это нужно проверять вживую или через детальный аудит.
Для нержавейки критически важен и чистый цех. Штамповка углеродистых фитингов и нержавеющих в одном помещении — это риск загрязнения поверхности частицами железа, что в будущем приведёт к очаговой коррозии. Хороший признак — выделенная производственная линия или цех для нержавеющих сталей.
Итоговый чек-лист для поиска
Итак, резюмируя опыт, иногда горький. Чтобы найти настоящего производителя под Китай отвод 17375, нужно идти от обратного: не искать тех, кто кричит громче, а отсеивать тех, кто не дотягивает. Запросите не просто каталог, а фото конкретных прессов для горячей штамповки с указанием усилия (тоннаж). Запросите видео или фотоотчёт процесса термообработки конкретно вашей пробной партии. Настаивайте на предоставлении полного отчёта по УЗК с цветной картой толщин для каждого отвода, а не одного сертификата на партию. Уточните, делают ли они механические испытания (растяжение, ударную вязкость) на образцах-свидетелях из той же плавки.
И главное — не бойтесь задавать глупые или слишком детальные вопросы. Настоящий специалист на заводе поймёт и уважит такой подход. Тот, кто работает по принципу продал и забыл, начнёт увиливать. Что касается географического выбора — Цанчжоу даст максимум вариантов, Уси — возможно, более высокий средний уровень, а такие нестандартные игроки, как производители из Сычуани, могут стать оптимальным решением для специфичных проектов с нержавейкой или нестандартными сплавами. Всё упирается в технический диалог. Без него — это лотерея, а с такими деталями, как отводы по 17375, играть в лотерею себе дороже.