




Китайские фланцы 16Mn: инновации в производстве?
2026-01-16
Когда слышишь ?китайские фланцы 16Mn?, первое, что приходит в голову многим — это ?дешево и сердито?. Или наоборот, скептическое ?ну, китайское…?. Вот в этом и зарыта собака. Потому что за последние лет семь-восемь картина изменилась кардинально, но стереотипы цепкие. Сам работал с этой маркой стали, и скажу так: главная инновация — не в каком-то одном прорывном методе, а в том, как подошли к процессу в целом. От сырья до упаковки. И да, были и косяки, через которые пришлось пройти.
Что вообще такое 16Mn в китайском исполнении?
Марка 16Mn — это, по сути, аналог старой доброй 3456. Но китайские производители, особенно те, кто работает на внешний рынок, давно перестали просто лить по ГОСТам. Речь идет о точном контроле химического состава. Раньше проблема была в разбросе: одна партия — отлично, другая — углерод на верхней границе, свариваемость падает. Сейчас, у нормальных поставщиков, видишь сертификат с узким коридором по Mn, Si, особенно по вредным примесям вроде фосфора и серы. Это база.
Но вот нюанс, который часто упускают: само качество сляба или поковки. Инновация началась именно там. Раньше могли пустить в переплав дешевый лом с непонятной историей — и все, внутренние дефекты гарантированы. Сейчас ведущие заводы, те, что поставляют, например, для нефтегазовых проектов, работают на первичной заготовке от крупных металлургических комбинатов вроде Baosteel. Или строго контролируют свой лом. Это не реклама, а практика: без этого стабильности не добиться.
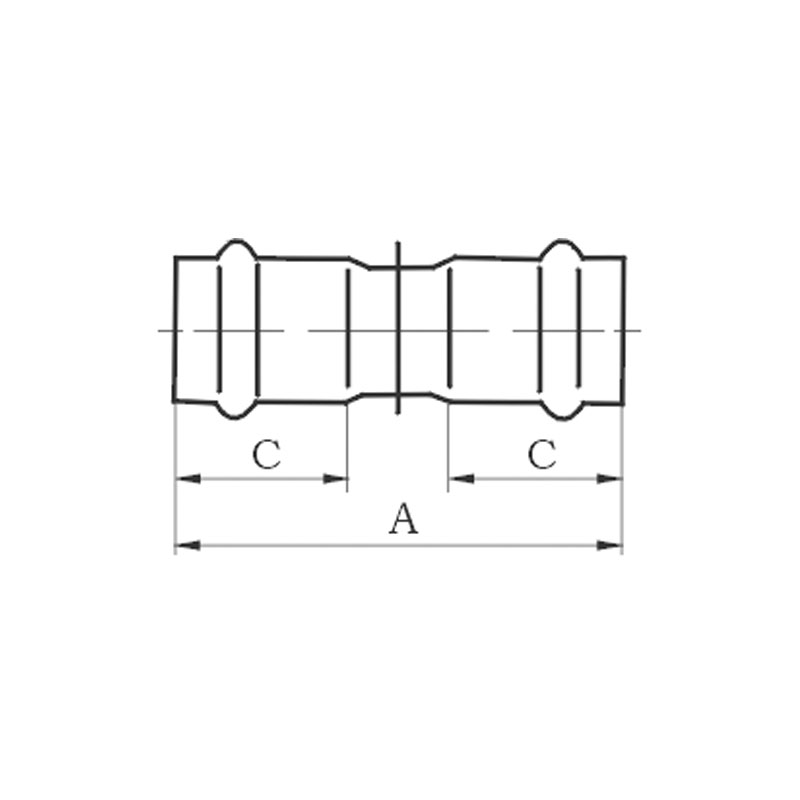
Кстати, про ?фланцы?. Все думают о самом изделии. А я бы начал с заготовки под фланец. Способ изготовления — ковка или резка из плиты — это уже следующий выбор, который упирается в экономику заказа и требования к волокнам металла. Для ответственных применений — только ковка. И здесь китайские кузнечные цеха здорово прокачали прессовое оборудование.
Где спотыкались: личный опыт с ?подводными камнями?
Расскажу на примере одного заказа лет пять назад. Нужны были фланцы на условное давление PN40, диаметром 600 мм. Материал — 16Mn. Нашли поставщика, цена привлекательная, сертификаты есть. Получили партию. Внешне — красота. Но при ультразвуковом контроле (а мы выборочно всегда проверяем) в нескольких штуках нашли расслоения в теле фланца, не в критической зоне, но все же. Причина, как выяснилось в долгих переговорах, — в исходной плите. Недостаточная деформация при прокате, внутренняя ликвация. Поставщик, в принципе, не отказался, заменил дефектные. Но сроки сорваны.
Этот случай — типичный для этапа, когда рынок рос как на дрожжах, и все хотели делать быстро. Сейчас такое реже, но проверять надо. Инновация здесь — не в технологии, а в системе контроля на стороне заказчика. Мы, например, после того случая, стали всегда указывать в техзадании не только стандарт испытаний, но и конкретный метод контроля заготовки у производителя.
Еще один камень преткновения — термообработка. 16Mn часто поставляется в нормализованном состоянии. Важно, чтобы нормализация была проведена правильно, по всему объему заготовки. Видел фланцы, где из-за неправильного режима в толще оставались остаточные напряжения. При механической обработке их ?вело?, геометрия плавала. Хороший производитель сейчас предоставляет не просто сертификат ?термообработка проведена?, а график нагрева и охлаждения. Это и есть настоящая прозрачность.
Оборудование и ?цифра?: где реальный прогресс?
Много говорят про ?Индустрию 4.0? в Китае. В производстве фланцев это проявляется довольно приземленно. Не ждите полностью безлюдных цехов. А вот ЧПУ-станки для обработки — это теперь норма, даже на средних предприятиях. Точность отверстий под шпильки, канавки под уплотнения — на уровне.
Но главное, на мой взгляд, — это системы отслеживания. Каждая партия, а в идеале — каждое крупное изделие, имеет свой номер. По нему можно запросить у производителя данные: какая плавка, какая заготовка, параметры ковки, термообработки, результаты контроля. Это не для галочки. Когда у тебя на объекте возникает вопрос по конкретному фланцу, такая прослеживаемость бесценна. У некоторых поставщиков это уже работает. Например, на сайте ООО Сычуань Дунфан Чанцзинь Трубной Промышленности Технология (scdfcj.ru), который хоть и специализируется на трубах, но в принципе отражает общий тренд, видно, как делают акцент на документировании процессов. Это компания, которая профессионально занимается производством, продажей и строительством из нержавеющей стали, и их подход к системам качества часто перенимают и смежники по черному металлу.
Еще один момент — контроль на выходе. Автоматизированные системы измерения геометрии (3D-сканирование) уже не диковинка. Они не заменяют выборочный ручной контроль инженером, но отсекают очевидный брак. Это снижает риски для всех.
Про сварку и применение: без чего инновации бессмысленны
Вся эта возня с качеством 16Mn имеет одну цель — предсказуемое поведение при монтаже и эксплуатации. А это часто упирается в сварку. Раньше сварщики ругались на китайские фланцы: мол, ?плавятся как-то не так?, трещины идут. Сейчас, при условии качественного металла, проблема чаще не во фланце, а в неправильно подобранных присадочных материалах и режимах.
Хороший производитель сейчас прикладывает к партии не только сертификат на механические свойства, но и рекомендации по сварке. Какие электроды, какой подогрев, какой межпроходной температурный интервал для 16Mn в его исполнении. Это признак зрелости. Потому что он понимает: его изделие — часть системы. Если его фланец потрескается при сварке, виноват будет он, а не монтажник.
Поэтому, когда смотришь на современный китайский фланец из 16Mn, нужно оценивать его не как кусок металла, а как готовый, хорошо документированный узел. От этого и нужно отталкиваться.
Так где же инновация? Вместо заключения
Если резюмировать мой опыт, то инновации в производстве китайских фланцев из 16Mn — это не про космические технологии. Это про системный подход: стабильное сырье + контролируемые процессы (ковка, термообработка) + цифровая прослеживаемость + техническая поддержка для монтажа. Все вместе.
Это привело к тому, что для многих проектов среднего класса, не сверхкритичных, китайский 16Mn стал не просто бюджетной альтернативой, а вполне обоснованным выбором по критерию ?цена-качество?. Риски снизились кардинально.
Но финальный совет остается прежним: доверяй, но проверяй. Запроси данные по конкретной партии. Уточни, как проводился контроль. Поговори с технологом поставщика, а не только с менеджером по продажам. Когда чувствуешь, что человек на той стороне провода разбирается в металловедении, а не просто в прайс-листе, — это самый верный признак того, что ?инновации? для этого завода — не пустое слово. А фланец простоит, как надо.